| |
Etapa II
Elaborarea modelului sistemului automat pentru obţinerea piuliţelor olandeze din oţel prin extrudare indirectă la rece pe utilaje universale
Aplicarea extrudarii indirecte la rece a otelului trebuie sa fie bine justificata economic. Pentru aceasta, în general, se întocmeste situatia comparativa a tehnologiilor de prelucrare prin aschiere si extrudare. De remarcat este faptul ca pentru o piesa data pot exista mai multe trasee tehnologice de fabricare prin extrudare. Trebuie ales acel traseu care corespunde unei eficiente tehnico-economice maxime, deoarece fiecare operatie poate fi hotarâtoare asupra oportunitatii fabricarii unei piese prin extrudare.
Pentru determinarea volumului semifabricatului la extrudare, se aplica legea constantei volumului, deci volumul semifabricatului va fi egal cu volumul de piesa extrudata.
Piesele de tip piulita se pot descompune în corpuri geometrice elementare, în speta poliedre si corpuri rotunde, însa este cunoscut si faptul ca aceste produse prezinta atât tesituri exterioare cât si suprafete filetate.
Pentru a determina valoarea exacta a volumului semifabricatului, problema care se pune, în principal, este aceea de a determina atât volumul tesiturii exterioare cât si a filetului.
Necesitatea cunoasterii volumului tesiturii exterioare, rezulta din faptul ca, la prelucrarea acestui tip de produse prin deformare plastica în matrita si în special la matritarea închisa, extrudare etc., dozarea metalului trebuie facuta precis. Prin aceasta se elimina efectele nedorite cum ar fi spargerea matritelor în cazul în care volumul de metal dozat este mai mare decât volumul de metal necesar, piesa incompleta în cazul în care volumul de metal dozat este mai mic decât volumul de metal necesar, suprasolicitarea utilajelor, întreruperi ale fluxului tehnologic.
Dintre filetele folosite în industria constructoare de masini, cele metrice prezinta o deosebita importanta, deoarece acestea au cea mai larga raspândire.
S-a aratat ca pentru obtinerea prin extrudare indirecta a produselor de tip piulita, utilizarea formei cilindrice pentru semifabricat nu este rationala.
Se stie ca produsele de tip piulita prezinta tesituri catre ambele suprafete frontale. Datorita acestui fapt, se pot utiliza atât semifabricate de forma cilindro-dublu tronconice cât si semifabricate cilindro-dublu semielipsoidale.
Produsele de tip piulita se fabrica, în general, în productia de serie mare sau masa. Este rational ca toate formele de semifabricate prezentate sa se execute, în faza productiei industriale, prin laminarea transversal-elicoidala a barelor, trecerea de la executia unei forme la alta facându-se prin schimbarea calibrelor laminorului.
Pentru realizarea în faza industriala a piulitei olandeze s-a ales pentru semifabricat forma sferica.
Dupa ce s-au determinat volumul, forma si dimensiunile semifabricatului initial si numarul operatiilor de extrudare propriu-zisa, se poate stabili succesiunea operatiilor, deci planul de operatii. Acesta cuprinde nu numai procesul de preextrudare si extrudare propriu-zis, dar si operatiile intermediare cum sunt: calibrarea, tratamentele termice si tratarea suprafetei.
Elaborarea unui proces tehnologic de extrudare prezinta unele dificultati datorita particularitatilor pe care le au piesele respective. Fiecare piesa necesita un proces tehnologic specific. Chiar daca s-a elaborat un plan de operatii teoretic ideal, în practica apar o serie de modificari si îmbunatatiri.
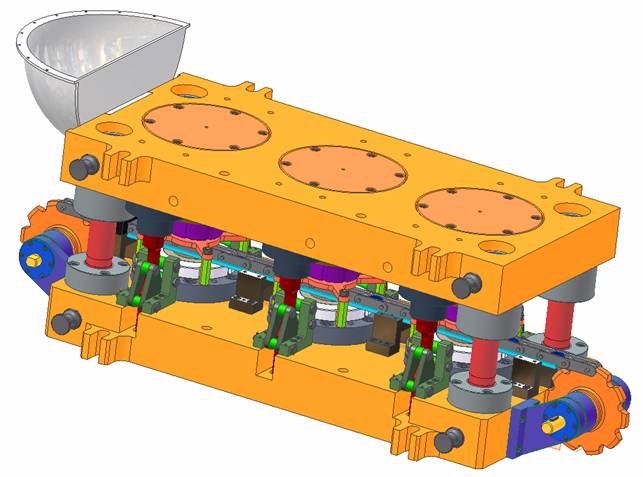
În vederea realizarii obiectivelor etapei a II-a s-a conceput un sistem automat pentru extrudare, respectând principiile de conceptie.

Sistem Automat pentru Piulite Olandeze Extrudate SAPOE
|
Sistemul automat permite fabricarea prin extrudare indirecta la rece din otel extrudabil a produselor de tip pahar, în general si a produselor de tip piulita olandeza în special. Cazul prezent se refera la fabricarea piulitelor olandeze M20
Sistemul automat are un înalt grad de universalitate si prezinta urmatoarele avantaje:
• contine sisteme de extractie a piesei extrudate din locasurile matritelor fretate, sisteme care nu limiteaza cursa partii mobile a sistemului automat;
• contine sisteme de masurare a fortei de extrudare în vederea stabilirii rationale a presei pe care poate fi montat;
• contine un sistem de transfer a semifabricatelor între posturi;
• contine un sistem de alimentare cu semifabricate;
• se poate folosi atât pentru cercetari experimentale de laborator cât si în productia industriala;
• se poate utiliza pe prese universale.
Sistemul automat, în cursa activa, realizeaza preextrudarea, extrudarea si perforarea fundului piulitei si, în plus, permite masurarea fortei pentru fiecare operatie, iar în cursa pasiva, realizeaza extractia semifabricatelor deformate din locasurile placilor active.
|
|